
www.auto-innovazioni.com
05
'22
Written on Modified on
Yaskawa News
PRODUZIONE ALTAMENTE AUTOMATIZZATA DI DIVERSI MILIONI DI CONNETTORI
Come far fronte alla crescente domanda di componenti in plastica ibrida, nonostante la mancanza di spazio e di personale? Un fornitore internazionale di automobili seleziona un sistema intelligente composto da due macchine per lo stampaggio a iniezione e sei robot Yaskawa.

Con circa 3.000 dipendenti in tutto il mondo, KE Elektronik è uno dei fornitori più noti dell'industria automobilistica e aeronautica. Con siti di produzione in Germania, Repubblica Ceca, Slovacchia, Macedonia settentrionale, Cina e Messico, l'azienda fa capo a Amphenol Corporation - un produttore amicano leader nel settore dei connettori.
Da qualche tempo, i prodotti fabbricati dall'azienda presso la sede centrale di Kressberg-Marktlustenau includono connettori per ventole motore utilizzati sia nei veicoli ibridi sia in quelli alimentati esclusivamente da motori a combustione interna. Questi connettori sono detti componenti ibridi in plastica: in essi, quattro contatti metallici sono sovrastampati con tre diverse materie plastiche. La loro produzione è un processo relativamente complesso che comprende numerose fasi di test.
“Per poter soddisfare la domanda in costante aumento e far fronte allo stesso alla carenza di personale qualificato, era necessaria una soluzione di automazione intelligente”, afferma Jens Gradenegger, Team Leader Injection Moulding Automation di KE Elektronik.
Un progetto estremamente impegnativo
KE Elektronik si è pertanto rivolta a EGS Automation GmbH di Donaueschingen per automatizzare e collegare due unità di punzonatura e piegatura e due presse a iniezione Arburg per creare un’isola capace di raggiungere una produzione di diversi milioni di pezzi all'anno.
“La nostra precedente esperienza di lavoro con EGS è stata positiva, quindi eravamo sicuri che sarebbero stati in grado di offrirci una soluzione affidabile anche in questo caso”, afferma Jens Gradenegger.
“Ci piace dimostrare la nostra esperienza prendendo in carico progetti impegnativi - e questo caso in particolare ci ha certamente dato molte opportunità per farlo. In stretta collaborazione con KE, siamo riusciti a progettare un'isola di produzione di 15 x 6 m con sei robot Motoman di Yaskawa, tecnologia di movimentazione e collaudo e un sistema di pallettizzazione SUMO Ecoplex2”, afferma Hartmut Pfalzgraf, Project Manager di EGS.
La linea completa è divisa in quattro moduli; al fine di garantire il requisito di un tempo di ciclo inferiore ai dieci secondi per connettore e la massima disponibilità vengono utilizzati solo componenti di altissima qualità. È stata prestata attenzione anche alla buona accessibilità in tutte le parti del sistema. E questo è proprio l'aspetto pratico del sistema.
Modulo I: Disposizione dei perni del connettore
Due unità di punzonatura-piegatura garantiscono la fornitura continua dei contatti del connettore. Mentre una linea produce pin di segnale, l'altra produce pin di alimentazione. Un robot MOTOMAN GP7 con pinza meccanica - dotato di tecnologia a sensore integrata e inclinato di 25 gradi - viene installato su ogni unità di punzonatura-piegatura. “La posizione inclinata del robot ci ha permesso di gestire la rotazione richiesta per portare il pezzo dalla posizione di presa a quella di inserimento interamente tramite l'asse S, riducendo così il tempo di ciclo al minimo”, dice Hartmut Pfalzgraf.
I due robot a 6 assi prelevano ciascuno due contatti dalla propria linea e li posizionano in un supporto con quattro posizioni, ciascuna delle quali a sua volta deve essere riempita con quattro contatti. Dopo quattro cicli di lavoro, i due robot a 6 assi hanno caricato completamente i quattro contenitori e i portapezzi raggiungono la loro posizione di scarico, dove vengono ricevuti dal MOTOMAN GP50 sul modulo II.
Modulo II: Processi di gestione complessi con il robot MOTOMAN GP50
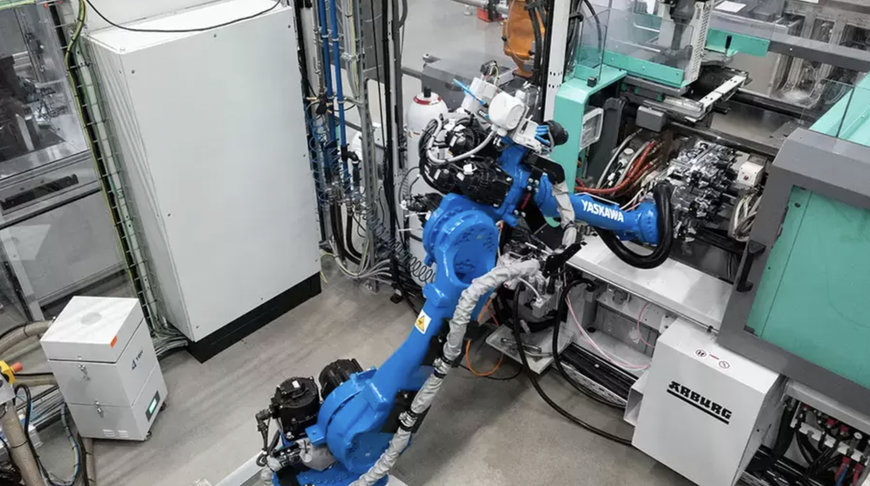
Centrale all’interno del modulo II è la pressa a iniezione 2K di Arburg sulla quale vengono lavorate contemporaneamente due diversi tipi di materie plastiche. Nella prima fase viene applicato lo stampo con la sagoma superiore dell'SGM per fissare i contatti nella posizione desiderata. I portacontatti risultanti vengono sovrastampati in una spina di collegamento nella seconda fase mediante stampo a iniezione inferiore.
Tutti i processi di carico e scarico sono gestiti dal robot a 6 assi MOTOMAN GP50 di Yaskawa, su cui è montato un sistema a tripla pinza da 36 kg. Con una portata di 2.061 millimetri e un carico utile di 50 kg, il robot è perfettamente adatto a questo compito. Innanzitutto il robot deve scaricare l'SGM prima di poterlo montare con nuovi contatti. Per fare questo, deve rimuovere le spine sovrastampate del connettore finite dallo stampo inferiore, trasferire le parti preformate dallo stampo superiore allo stampo inferiore e infine inserire nello stampo superiore ora vuoto i contatti 4x4 stampati e piegati dal modulo 1.
“Per poter ottenere la precisione richiesta durante la presa, il robot si aggancia agli stampi tramite una pinza di centraggio prima dell'effettiva movimentazione. Per ridurre al minimo il tempo di apertura dello stampo sfruttiamo al massimo le potenzialità di GP50”, afferma Jens Gradenegger.
Infine, i connettori sovrastampati sono posizionati su un altro supporto del pezzo. Con un totale di otto connettori, il supporto del pezzo viene trasferito dal modulo II al modulo III tramite un sistema di trasferimento.
Modulo III: Sovrastampaggio speciale LSR
Nel Modulo III avviene lo sovrastampaggio in LSR dei connettori, eseguito da una pressa ad iniezione Arburg. Sovrastampando i connettori con un bordo in silicone, non è necessaria una guarnizione separata e si evita così un componente aggiuntivo che potrebbe causare problemi durante il montaggio.
Il modulo III utilizza anche un robot MOTOMAN GP50 che rimuove i connettori 2x4 dal supporto e ne controlla la temperatura tenendoli di fronte a una termocamera. Solo quando la temperatura è quella predefinita, i pezzi sono adatti per il successivo processo di stampaggio a iniezione e il robot li posiziona nello stampo.
Anche in questo caso, bisogna prima rimuovere gli otto pezzi finiti, poi GP50 carica una navetta doppia che porta un totale di 16 parti all'ultimo modulo.
Modulo IV: Test, test, test
Un altro MOTOMAN GP7 viene utilizzato sul Modulo IV, il cui scopo è quello di raccogliere i pezzi finiti e spostarli in un'unità di trasferimento rotante. “Su questa unità di trasferimento rotante ci sono varie stazioni di prova e una stazione di assemblaggio dotata di un robot MOTOMAN SG650 Scara. Qui siamo riusciti a integrare un gran numero di processi in uno spazio estremamente compatto”, afferma Jens Gradenegger.
Questo modulo è completamente dedicato alla garanzia della qualità. Il primo passo è un test di continuità e alta tensione, seguito da un controllo della posizione del perno con un laser di triangolazione, e infine un'ispezione con telecamera del sovrastampaggio LSR, prima di assegnare al componente un codice identificativo con un sistema di marcatura laser, per garantire la tracciabilità al 100%. Successivamente, viene testata anche l’unità DMC.
Una volta che il componente ha superato positivamente l'intera fase di test, si passa all'assemblaggio controllato dalla coppia di un tappo protettivo, che viene eseguito dal robot SG 650 Scara. “Il fatto che Yaskawa offra da tempo robot a 4 assi si è dimostrato un grande vantaggio. Questo ci ha permesso di adattare l'intero impianto con robot realizzati da un unico produttore e proseguire la collaborazione anche sul lato di controllo”, afferma Jens Gradenegger.
“Il robot a 6 assi ha un ruolo fondamentale perché non solo carica l'unità di trasferimento rotante ma finalizza anche il processo posizionando i pezzi finiti in vassoi in un SUMO Ecoplex2, il più venduto tra i sistemi di palettizzazione EGS. Abbiamo dovuto fare tutto il possibile per non compromettere i nostri obiettivi di tempo di ciclo. Tra le altre cose, il robot è dotato di un sistema di presa 2+2 per ridurre il numero di movimenti", afferma Hartmut Pfalzgraf.
L'impianto è in funzione da settembre 2021 e opera su 3 turni, soddisfacendo pienamente le aspettative di KE, come ci assicura Jens Gradenegger: "EGS ha davvero fatto un ottimo lavoro - dalla pianificazione fino alla messa in servizio. Siamo stati in grado di beneficiare delle competenze dei progettisti EGS per tutte le soluzioni dettagliate. A questo si aggiunge la tradizionale affidabilità dei robot Yaskawa, che noi di KE apprezziamo particolarmente”.
www.yaskawa.com
Richiedi maggiori informazioni…
